FDR-3D-Druckdienst: Die neue Dimension der Präzision
Wenn herkömmliche additive Fertigungstechnologien an ihre physikalischen Grenzen stoßen, kommt Fine Detail Resolution (FDR) ins Spiel.
Durch den Einsatz eines speziellen CO-Lasers mit extrem feinem Strahldurchmesser bietet Prototal eine additive Polymerfertigungstechnologie, mit der sich komplexe, hochauflösende Bauteile herstellen lassen, die bisher nur durch High-End-Spritzguss möglich waren.
Bei FDR geht es nicht nur darum, klein zu sein; es geht darum, bei PA 1101 eine scharfe Konturauflösung, eine hohe Detailgenauigkeit und funktionale Komplexität in einem Maßstab zu erreichen, der die Grenzen des Möglichen in der additiven Fertigung neu definiert – von funktionalen Prototypen bis hin zu Teilen in Serienqualität.
Powered by
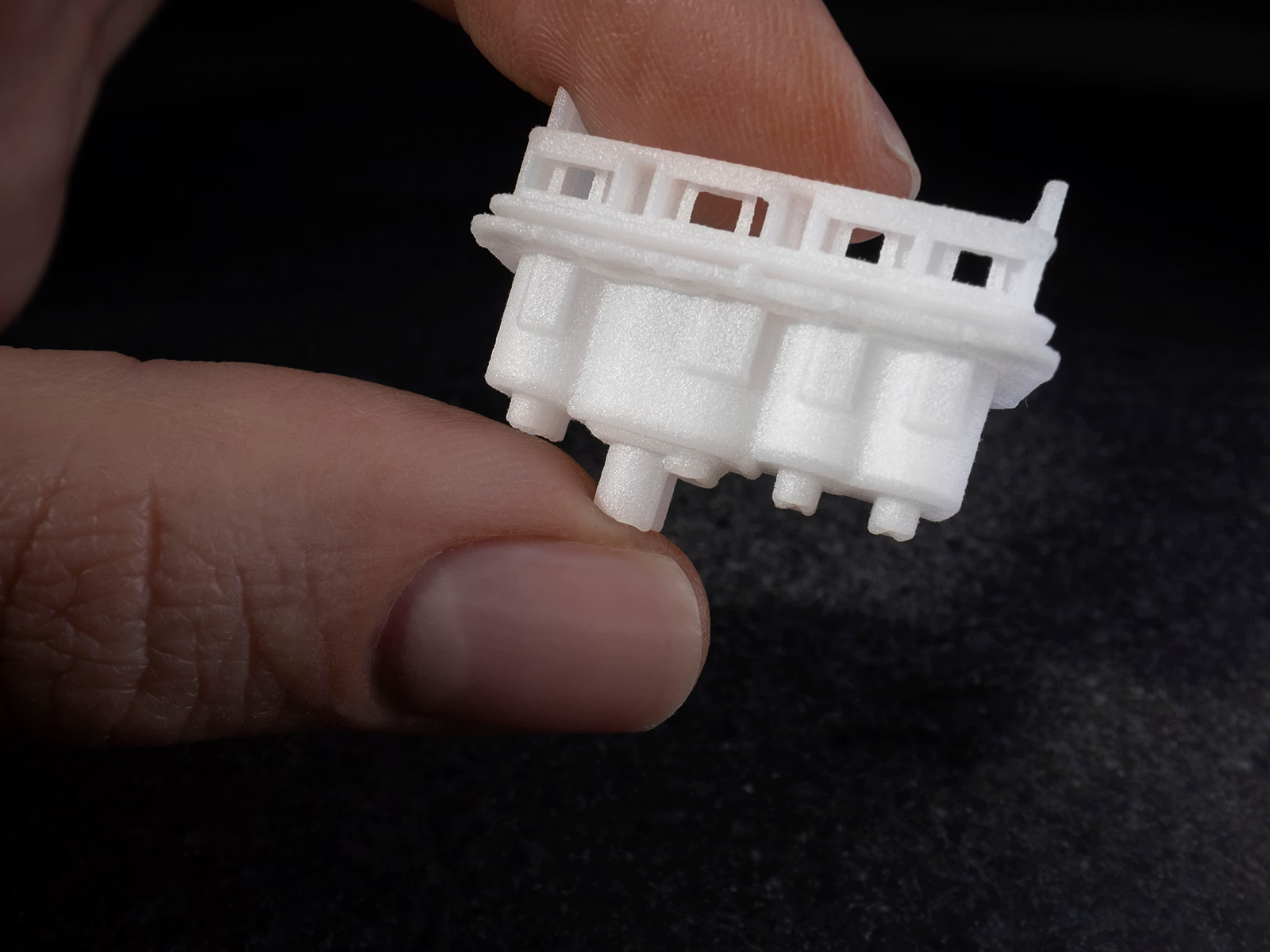
Feinste Strukturen, höchste Präzision – dank FDR‑Technologie
Die FDR-Technologie schließt die Lücke zwischen der Geschwindigkeit der additiven Fertigung und der hohen Detailgenauigkeit des Mikrospritzgusses. Indem wir die Energie auf einen Strahl bündeln, der deutlich kleiner ist als bei herkömmlichen SLS-Lasern, können wir Wandstärken und innere Geometrien erzielen, die die auf mikroskopischer Ebene erforderlichen mechanischen Eigenschaften und die strukturelle Integrität gewährleisten – und gleichzeitig eine Oberflächenqualität liefern, die mit spritzgegossenen Bauteilen mithalten kann.
Diese Branchen profitieren besonders von FDR:
- Elektrische und elektronische Geräte: Mikroverbinder, komplexe Sensorgehäuse und miniaturisierte Gehäuse
- Medizintechnik: Mikrofluidische Bauteile und hochpräzise Instrumente für chirurgische Anwendungen
- Luft‑ und Raumfahrt & Verteidigung:: Leichtbau‑Aktuatoren und miniaturisierte Sensoren
- Automotive: Hochpräzise Steckverbinder für E‑Mobilität und autonome Systeme
PA 1101: Hochleistungsmaterial für feine Strukturen und robuste Performance
Im Gegensatz zu herkömmlichen Polymeren kommt beim FDR-Verfahren PA 1101 zum Einsatz, ein biobasiertes Polyamid. Dieses Material bietet die hohe Schlagzähigkeit und Bruchdehnung, die für funktionale Living-Hinges und Schnappverbindungen erforderlich sind, und stellt so sicher, dass selbst Ihre kleinsten Bauteile über die notwendigen mechanischen Eigenschaften verfügen, um robust genug für industrielle Endanwendungen zu sein.
FDR in der Serienfertigung
Da die Industrie immer kleinere, leichtere und stärker integrierte Geräte fordert, bietet FDR einen werkzeuglosen Weg zur Miniaturisierung. Wir ermöglichen es Ingenieuren, funktionale Prototypen im Mikromaßstab zügig zu entwickeln und direkt in die Kleinserienfertigung – und schließlich in die Serienproduktion – überzugehen, ohne die mehrmonatigen Vorlaufzeiten, die bei der Herstellung von Mikrowerkzeugen anfallen.
Oberflächenveredelung & Beständigkeit
Während FDR für Präzision sorgt, liefert Vapor Smoothing die für echte Funktionalität erforderliche Oberflächenbeschaffenheit. Durch die Versiegelung von PA 1101 ohne Verlust feiner Details werden Porositäten beseitigt und eine porenfreie Oberfläche mit IP-Zertifizierung erzielt. Das Ergebnis ist eine Oberflächenqualität mit einer professionellen, spritzgegossenen Optik, die die Ermüdungslebensdauer und die Haltbarkeit Ihrer Mikrokomponenten deutlich erhöht.
FDR Fertigungsanlagen bei Prototal
Unsere FDR-Technologie ist an unserem Standort in Dornbirn zentralisiert, wodurch eine spezialisierte Prozesssteuerung gewährleistet ist. Für medizinische Anwendungen, die höchste regulatorische Standards erfordern, bieten wir Teile in Produktionsqualität gemäß der Zertifizierung nach ISO 13485 an. Dabei wird Präzision im Mikrometerbereich mit der strengen Dokumentation und Rückverfolgbarkeit kombiniert, die für den globalen Gesundheitssektor unerlässlich sind.

PA 1101
PA 1101 ist ein biobasiertes Polyamid, das herausragende Schlagzähigkeit und die hohe Bruchdehnung bietet, die für komplexe, bewegliche Baugruppen unerlässlich sind.
- Herausragende mechanische Belastbarkeit
- Hochauflösend
- Dauerhafte chemische Beständigkeit
Das Datenblatt im Überblick
| Fine Detail Resolution | Dichte (g/cm³) | Zugfestigkeit (MPa) | Zugmodul (MPa) | Bruchdehnung | Charpy IS (kJ/m² @ 23°C) | HDT (°C @ ~1.8 MPa) |
|---|---|---|---|---|---|---|
| PA 1101 | 1.03 | XY 50 / Z 48 | XYZ 1650 | XY 30% | XY N / Z 85 (ungekerbt) | 47 |
Die angezeigten Daten sind indikativ und dienen nur als Referenz. Materialeigenschaften können je nach Druckbedingungen und Technologie variieren. Obwohl auf die Richtigkeit geachtet wurde, können typografische oder Dateneingabefehler auftreten. Für verbindliche Spezifikationen wenden Sie sich bitte an die originalen Herstellerdatenblätter, die unter jedem Material angegeben sind.
3D Druck Gestaltungsrichtlinien
Unsere Leitfäden sind darauf ausgelegt, Sie bereits vor der Einreichung Ihres Designs bestmöglich zu unterstützen. Unser Ziel ist es stets, das optimale Ergebnis für Ihr Projekt zu erzielen. Wenn Sie unsere Richtlinien berücksichtigen, können Sie sicher sein, dass Ihr Design die bestmögliche Qualität erreicht.
Kontaktieren Sie uns, wenn Sie Hilfe benötigen, wir helfen Ihnen gerne weiter!
FDR: Technologie für Präzision im Mikromaßstab
Der FDR‑Prozess ist eine spezialisierte Weiterentwicklung des Selective Laser Sintering (SLS), optimiert für extrem feine Details.
FDR – Schritt für Schritt erklärt
- Digitale Vorverarbeitung: Ihre CAD‑Daten werden in ultradünne Schichtstärken zerlegt, um jede noch so feine Nuance der Geometrie präzise zu erfassen.
- Ultrafeines Lasersintern: Ein spezialisierter CO‑Laser mit einem Strahldurchmesser, der deutlich kleiner ist als gängige Industriestandards, scannt das Pulverbett aus PA 1101.
- Hochauflösende Verschmelzung: Da die Energie stark fokussiert ist, wird die wärmebeeinflusste Zone minimiert. Dadurch lassen sich schärfere Kanten, dünnere Wandstärken (bis zu 0,22 mm) und komplexe interne Kanäle präzise realisieren.
- Präzisionskühlung: Ein kontrolliertes Thermomanagement stellt sicher, dass Mikromerkmale während der Erstarrungsphase formstabil bleiben und nicht verziehen.
Verwirklichen Sie Ihr Design
"*" indicates required fields
Mit dem Absenden dieses Formulars erklären Sie sich mit unserer Datenschutzerklärung einverstanden. Wir verwenden die von Ihnen bereitgestellten Informationen ausschließlich, um auf Ihre Anfrage zu antworten und die gewünschten Fertigungsservices bereitzustellen.

Fordern Sie ein Angebot für Ihr nächstes Projekt an
Sie suchen hochwertige industrielle 3D Drucklösungen, die auf Ihre Bedürfnisse zugeschnitten sind? Unser Team erstellt Ihnen gerne ein detailliertes Angebot für Ihr Projekt. Teilen Sie uns einfach Ihre Spezifikationen mit und wir liefern Ihnen einen klaren, wettbewerbsfähigen Kostenvoranschlag – ohne negative Überraschungen, mit Präzision und Zuverlässigkeit.
Warum sollten Sie Prototal wählen?
- 3D Drucklösungen für jede Größe und Komplexität
- Schneller und präziser Angebotsprozess
- Lokale Präsenz in unmittelbarer Nähe Ihres Unternehmens – perfekt abgestimmt auf Ihre geschäftlichen Anforderungen

FAQs
Haben Sie Fragen zum SLS-FDR Fine Detail Resolution Technologie? Hier finden Sie die häufigsten Fragen und Antworten rund um dieses Thema.
Die maximale Bauraumgröße beträgt 200 × 250 × 125 mm.
Optimal sind Bauteile mit etwa fingernagelgroßen Abmessungen.
Der entscheidende Unterschied liegt im Durchmesser des Laserstrahls. Während herkömmliches SLS
einen breiteren Strahl für allgemeine industrielle Anwendungen nutzt, arbeitet FDR mit einem spezialisierten CO‑Laser mit einem ultrafeinen Fokuspunkt. Dies ermöglicht eine deutlich höhere Auflösung und damit die Herstellung extrem scharfer Kanten sowie Wandstärken bis hinunter zu 0,22 mm – Werte, die mit Standard‑Pulverbettverfahren nicht erreichbar sind.
Chemisch Glätten ist ein kontrollierter Prozess, der die Oberfläche von PA 1101 versiegelt, ohne Material abzutragen oder kritische technische Kanten abzurunden. Das Verfahren verbessert sowohl die Oberflächenqualität als auch die Dichtheit des Bauteils – und bewahrt gleichzeitig die hohe Maßgenauigkeit, die im FDR‑Druckprozess erzielt wurde.
Im Gegensatz zu vielen hochauflösenden Harzen aus Technologien wie SLA, die spröde sein können, ist PA 1101 ein biobasiertes Polyamid mit außergewöhnlicher Schlagzähigkeit und hoher Bruchdehnung.
Damit ist es das ideale Material für funktionale Mikrobauteile wie Filmscharniere und Schnappverbindungen, die mechanischer Belastung standhalten müssen, ohne zu versagen. PA 1101 vereint mikrofeine Auflösung mit echter industrieller Robustheit – ein entscheidender Vorteil gegenüber klassischen Resin‑Systemen, wenn Miniaturgröße und Funktionsfähigkeit gleichermaßen gefordert sind.
Wir bieten eine breite Palette an Nachbearbeitungsdienstleistungen an, um sicherzustellen, dass Ihre 3D Druckteile den höchsten Standards in Bezug auf Qualität, Präzision und Ästhetik entsprechen.
Fertigung ist für uns mehr als ein Geschäft – sie ist eine Partnerschaft. Bei Prototal erhalten Sie eine feste Ansprechperson in Ihrer Nähe, die Ihr Unternehmen und Ihre Anforderungen genau kennt und Sie durch den gesamten Prozess begleitet. So starten wir die Zusammenarbeit: Wenden Sie sich an das Team in Ihrer Region (siehe Kontakt) oder schreiben Sie uns eine E‑Mail. Wir melden uns umgehend bei Ihnen.
- Norwegen: post@prototal.no oder +47 74 09 06 00
- Sweden: am@prototal.se or +46 36 38 72 00
- Dänemark: 3dp@prototal.dk oder +45 43 99 37 36
- United Kingdom: info@prototaluk.com or +44 1635 635855
- Italy: info@prosilas.com or +39 733 892665
- Austria, Germany & Switzerland: 3dp@prototalgroup.at or +43 5572 52946-9
Als flexibler Partner können wir Vorlaufzeiten ab 1 Arbeitstag anbieten, abhängig von der Auswahl der Nachbearbeitung und der Qualitätskontrolle. In der Regel können Sie mit einer Vorlaufzeit im Bereich von 2-3 Werktagen rechnen, abhängig von den oben genannten Variablen.
*Prototal bietet branchenführende Durchlaufzeiten. Trotzdem sind alle Lieferpläne Schätzungen, die auf standardmäßigen Betriebsbedingungen basieren. Die endgültigen Lieferzeiten hängen von der lokalen Verfügbarkeit, der Bauteilgeometrie, dem Bauvolumen und der spezifischen Materialauswahl ab. Komplexe Geometrien, die umfangreiche Stützstrukturen oder Hochleistungsmaterialien erfordern, können zusätzliche Bearbeitungszeit benötigen, um strukturelle Integrität und Maßgenauigkeit zu gewährleisten.